



言語選択 






エアリークテスターのメリット
自動車部品、ガス機器部品などの量産ラインにおけるリークテストは従来から最もネックになっている工程の一つです。ワークにエアーを封入後、水没させて気泡を目視チェックする方法は一般的によく使用される方法ですが、見落としが避けられない、乾燥工程が必要、自動化ができないなどの欠点があります。これに代わる色々な検査器が使用されてきましたが検出感度、耐圧、ランニングコスト、取扱い上などで不満足な点が多くありました。これら従来の方法にとってかわりもっとも効果的で実用性の高い自動漏れ検査器として改良を重ね実用化されたのが差圧式エアリークテスターです。
- エアリークテスター使用のメリット
- 水没目視検査との比較
- エアリークテスター導入と漏れ規格
- 漏れ検知法の色々
1.エアリークテスター使用のメリット
| 自動化・省力化 | 自動化が達成できる |
|---|---|
| 人手が節減できる | |
| 作業が簡単で、熟練は不要 | |
| 作業環境が改善する | |
| メンテナンスが容易 | |
| 品質の向上 | 検査性能がアップする |
| 漏れ規格が定量化できる | |
| 不良率が低減する | |
| データの統計処理・解析ができる | |
| コスト低減 | クレーム件数が低減する |
| 不留り率が向上する | |
| 乾燥工程が不要 | |
| 検査時間が短縮する | |
| ランニングコストが低い |
2.水没目視検査との比較
| 水没目視検査 | 評価 | エアリークテスター | 評価 |
|---|---|---|---|
| 1 自動化ができない | × | 1 自動化ができる | ○ |
| 2 作業者が疲れる | × | 2 作業者が疲れない | ○ |
| 3 ワークの裏側など漏れを発見しにくい | × | 3 漏れ箇所に関係なく検出できる | ○ |
| 4 検出力に個人差が生じる | × | 4 個人差がなく作業者の熟練は必要ない | ○ |
| 5 判定に主観が入り間違いが生じる | × | 5 設定による判定以外の判断はしない | ○ |
| 6 大きな漏れを見逃す可能性がある | × | 6 一定以上の漏れは見逃さない | ○ |
| 7 ワークが汚れる。錆びる | × | 7 ワークが汚れない。錆びない | ○ |
| 8 乾燥行程が必要になる | × | 8 乾燥行程は不要 | ○ |
| 9 漏れ箇所がわかる | ○ | 9 漏れ箇所がわからない | × |
| 10温度変化、変形のあるワークでもよい | ○ | 10温度変化、変形の大きいワークは困難 | × |
| 11イニシャルコストが低い | ○ | 11イニシャルコストがかかる | × |
| 12ランニングコストがかかる(人件費) | × | 12ランニングコストは低い | ○ |
3.エアリークテスター導入と漏れ規格
エアリークテスターを導入するには定量的な漏れ規格を設定することが不可欠になります。このためにあらかじめどの範囲の漏れが許容されるのか従来の水没気泡目視方式との比較や実際の使用状況での検証を行うことが求められます。また、過去の使用実績、同様なワークの規格を参考に定めることもできます。リークテスターの漏れ検出力はテスト時間、テスト圧力などのテスト条件によって変わります。複数の漏れの無い良品ワークと漏れ基準器(リークマスター)を使用し、いくつかの条件でテストを行えばデータから検出の実力値を知る事ができます。ライン導入時にはワーク温度や環境温度、クランプシール装置の安定性も検出力に影響をしますので注意が必要です。
| <※COMMENT> 漏れ量の単位 l atm.mL/s またはatm.mL/min 1秒間または1分間に大気中に漏れる空気の容積。atm.は省略することが多い。 l μgr/s またはμgr/min 1秒間または1分間に大気中に漏れる空気の重量。 1μgr(マイクログラム)⇒0.83×10-3 mL(1atm 20℃において) l Lusec(ルーセック) 1 Lの真空容器において毎秒1μHgの圧力上昇のある漏れ量。 1 Lusec=1/760 mL/sec≒1.32×10-3 mL/s l Torr・L/sec 1 Lの真空容器において毎秒1 Torrの圧力上昇のある漏れ量。 1 Torr・L/s=1000 Lusec≒1.32 mL/s l Pa・m3/s 1 Pa・ m3 /s = 9.869 atm mL/s 1atm・mL/s = 1.013 × 10-1 Pa・m3/s |
漏れ量は大気圧での体積を表す |
4.漏れ検知法の色々
| (1) 気泡検知法(水没気泡目視法) 被検査物内に圧縮空気を封入し、水中に浸漬するか、石鹸水を塗布して気泡を目視する。 |
 |
| (2) 異種ガス検知法(トレーサーガス検知法) 被検査物内に空気中にない異種ガス(水素、ヘリウムガス又有機ハロゲンガス、フロンガス等)をトレーサーガスとして圧縮空気に混入させて封入し、被検査物を囲む密閉容器(チャンバー)内に漏れたガスをガス検知装置(水素リークディテクター、ヘリウムリークディテクター、等)で検知する。 |
 |
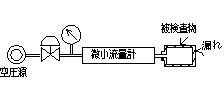
| (3) 流量計法 漏れ量は流量と同等であることから微小流量計を介して被検査物に空気を供給する方法で漏れ量を測ることができ (該当製品:エアフローテスターAF-R220) |
 |
| (4) 圧力計法 正圧又は負圧を加える。その後、弁で封止した後の漏れによる時間的圧力降下を圧力計又は圧力センサー、圧力スイッチ等で検知する。 (該当製品:デジタル圧力計DP-340BA) |
 |
| (5) 差圧計法 (4)の方法で圧力計の代わりに差圧計(U字管、差圧センサー等)を使用し、被検査物の漏れによる圧力降下を基準タンクとの差圧として検出し高感度に検知するもので現状のエアリークテスターは本方式が採用されている。 (該当製品:エアリークテスター) |
 |
| (6) 歪み検知法 ビニールなど容易に変形するパッケージなどでこの性質を利用した方法。 被検査物をカプセルに入れカプセルを真空で引いたときの被検査物の歪みをロードセル等で検出して漏れを検知する方法。 |
 |
| 漏れ検知法 | 自動化 | 検出能力 | 信頼性 | 耐久性 | 汎用性 | 経済性 |
|---|---|---|---|---|---|---|
| (1) 水没気泡目視法 | × | ○ | × | ○ | ◎ | △ |
| (2) 異種ガス検知法 | ○ | ◎ | ○ | △ | △ | × |
| (3) 流量計法 | ○ | × | ○ | ○ | ○ | ○ |
| (4) 圧力計法 | ○ | △ | ○ | ◎ | △ | ○ |
| (5) 差圧計法 | ◎ | ○ | ○ | ◎ | ◎ | ○ |
| (6) 歪み検知法 | ○ | △ | ○ | ○ | × | ○ |
×:悪い △:あまり良くない ○:良い ◎:特に良い
エアリークテスター
微小な差圧変化で漏れを検知し良否判定を与える自動漏れ検査機。

エアリークテスター
ヘリウム・水素・バッテリーリークテスト
ヘリウムを使用する新方式の漏れ検出器と水素5%+窒素95%の安全なガスを利用した漏れ検出器。

ヘリウム・水素・バッテリーリークテスト
圧力計
コスモ計器の全ての圧力計はトレーサビリティを確保しています。

圧力計
流量計
FS10mL/minから500L/minまで豊富な流量レンジを用意。

流量計
周辺機器
充実した機能で確実なリークテストを行います。

周辺機器

制御機器

異音検査システム

コスモスーパーゲル