差圧法
(圧力変化法加圧法)
空気圧を被検査物(ワーク)に印加後、内圧の変化を計測して漏れを判定する方法です。漏れのない基準品(マスター)を用意、ワーク、マスターに同時に加圧します。高感度の差圧センサーにより、漏れによるワーク内の圧力変化をマスター内の圧力との差として検出します。
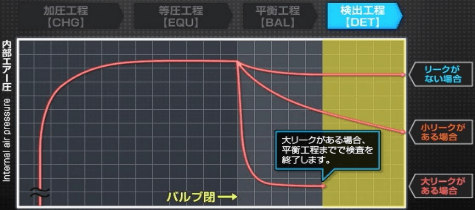
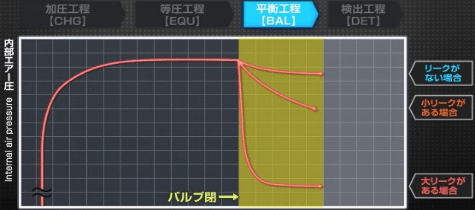
漏れのない場合
小リークがある場合
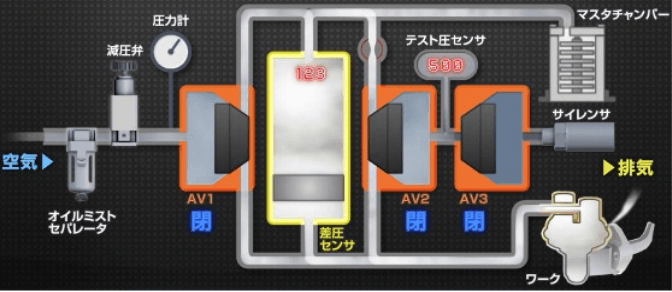
大リークがある場合

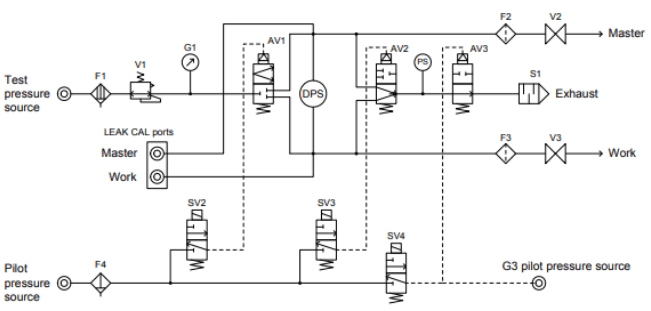
エアリークテスターの動作(インテリジェント2回路)
| CHG | BAL1 | BAL2 | DET | |
|---|---|---|---|---|
| AV1 (SV2) |
||||
| AV2 (SV3) |
||||
| AV3 (SV4) |
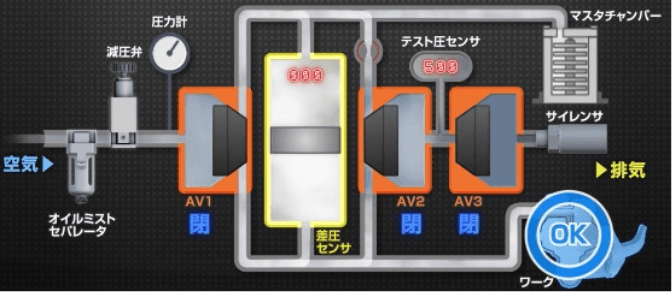
- AV1:加圧バルブ
- AV2:等圧バルブ
- AV3:排気バルブ
- DPS:差圧センサー
- PS:テスト圧センサー
-
- CHG 工程(加圧)
- 排気弁(AV3)を閉じ、加圧弁(AV1)を開き、テスト圧を回路に封入します。
-
- BAL1 工程(等圧)
- 加圧弁(AV1)を閉じ、マスタとワーク間を導通させた状態で安定させます。
-
- BAL2 工程(平衡)
- 等圧弁(AV2)を閉じ、マスタとワーク間を遮断した状態で安定させます。大リークはこの工程で検出します。
-
- DET 工程(検出)
- 電気的にオートゼロをかけて小リークの検出をします。この工程でドリフト補正機能が働きます。
漏れによるワーク内圧の変化
平衡及び検出行程において、漏れにより生じる差圧ΔPはオートゼロ動作後、0.1s毎に演算され、漏れ量(リークレイトmL/min等)の単位で表示されます。
検出行程で漏れ量の表示が変化せず一定となればそれ以上の検出時間は不要となります。
1.加圧工程

2.等圧工程
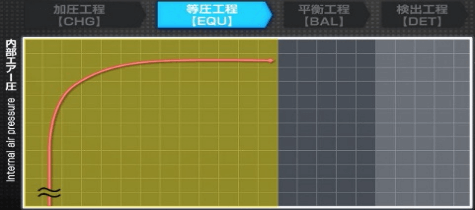
3.平衛工程
4.検出工程